MH-T8041A Mining Laser Methane Sensor: Protecting the Safety Line of Coal Mine Gas Monitoring
In coal mine safety production, methane monitoring is always one of the most important parts of risk control.
Underground coal mines are complex environments: high dust, high humidity, strong interference, uneven gas release, and rapidly changing ventilation conditions. In these working conditions, a methane sensor must do more than simply “detect gas.” It must provide accurate, stable, real-time, and interference-resistant measurement for continuous safety monitoring.
To meet this demand, we developed the MH-T8041A mining laser methane sensor. Based on TDLAS laser absorption spectroscopy, it is designed for methane detection in coal mines, underground tunnels, gas drainage areas, and other harsh gas monitoring environments.
Why Methane Monitoring Is Critical in Coal Mines
Coal mine gas mainly refers to methane (CH₄). It is generated during coal formation and may remain adsorbed in coal seams, pores, and surrounding rock layers for long periods. When coal is mined, drilled, cut, fractured, or disturbed, methane can be released into the underground air.
Methane becomes explosive when mixed with air within a certain concentration range. NOAA CAMEO Chemicals lists methane’s lower explosive limit as 5% and upper explosive limit as 15% by volume. ([CAMEO Chemicals][1]) NIOSH also highlights the importance of methane monitoring and ventilation control around mining faces where methane may exceed the lower explosive limit.
A methane explosion can produce extremely high temperature, powerful shock waves, roadway destruction, secondary fire, and toxic combustion products such as carbon monoxide. For coal mine operators, accurate methane monitoring is not only a regulatory requirement—it is a core safety barrier.
Coal Mine Methane Release Is Unstable and Hard to Predict
Underground methane release is often:
- uneven
- discontinuous
- localized
- affected by mining activity
- affected by ventilation changes
- difficult to predict in advance
Methane concentration may rise suddenly during:
- coal cutting
- drilling
- roof collapse
- roadway excavation
- gas drainage disturbance
- ventilation fluctuation
- return-air corner accumulation
If methane concentration is not detected in time, a local gas pocket may silently approach the explosive range. That is why methane sensors must provide real-time response and high reliability under continuous operating conditions.
Why Traditional Methane Detection Faces Challenges Underground
Coal mines are among the most difficult environments for gas sensors.
1. High humidity and water vapor condensation
Underground humidity is often extremely high, especially in return-air roadways, corner areas, and water-spray dust suppression zones. Water vapor condensation may block or weaken optical paths, interfere with sensor response, and increase maintenance pressure.
2. High dust and coal particle contamination
Coal cutting, transportation, loading, and transfer processes generate large amounts of suspended coal dust. Dust may attach to sensing structures and reduce measurement stability over time.
3. Complex gas interference
In addition to methane, underground environments may contain gases such as carbon monoxide, hydrogen sulfide, ethane, propane, and other hydrocarbons. A methane sensor must identify methane accurately without being disturbed by mixed gas composition.
4. Long-term stability and maintenance pressure
In mine safety systems, sensors are expected to operate continuously. Frequent cleaning, recalibration, or replacement increases maintenance cost and may reduce system reliability.
A methane sensor truly suitable for coal mine use must therefore combine:
- high selectivity
- strong anti-interference capability
- resistance to humidity and dust
- long service life
- stable output
- low maintenance requirements
This is the direction of laser methane sensing.
MH-T8041A: Mining Laser Methane Sensor Designed for Harsh Conditions

The MH-T8041A is designed for coal mine methane monitoring using laser-based detection technology.
It is suitable for applications such as:
- coal mine methane monitoring systems
- underground gas concentration detection
- return-air roadway monitoring
- working face methane monitoring
- gas drainage pipeline monitoring
- underground tunnel and utility corridor gas detection
- fixed methane detector integration
Its core value is to provide a more stable and selective methane sensing solution in complex underground environments.

TDLAS Principle: Selective Laser Detection of Methane
The MH-T8041A is based on Tunable Diode Laser Absorption Spectroscopy (TDLAS).
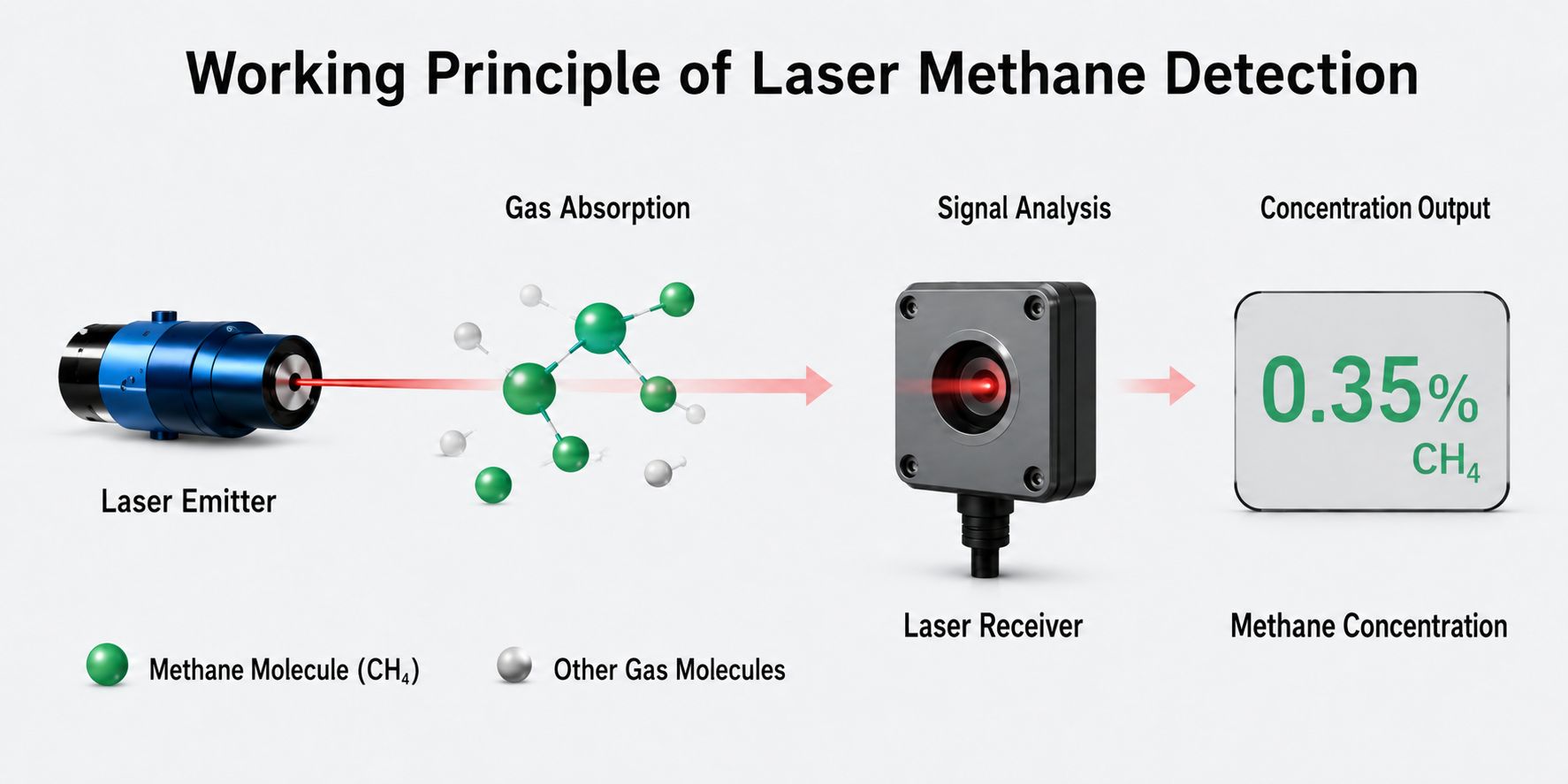
TDLAS technology uses the selective absorption characteristics of gas molecules at specific wavelengths. In the case of methane detection, the laser emits light at a wavelength absorbed by CH₄ molecules. After the laser passes through the target gas, methane absorbs part of the light energy. The system then analyzes the absorption intensity change and calculates methane concentration.
In simple terms:
laser emission → gas absorption → optical signal change → methane concentration output
Because the laser wavelength is selected for methane absorption, TDLAS technology provides strong methane selectivity and helps reduce interference from other underground gases.
Why Laser Methane Sensing Fits Coal Mine Safety

High selectivity for CH₄
TDLAS technology gives the sensor strong selectivity for methane. This helps reduce cross-interference from complex gas mixtures and improves the credibility of methane alarms.
Stable measurement in high-humidity areas
The MH-T8041A adopts a design that reduces the impact of water vapor condensation on the measurement path. This is important for high-humidity locations such as return-air roadways and corner zones, where conventional sensing structures may require frequent maintenance.
Better resistance to dust-related instability
Coal dust is one of the most common sources of sensor instability underground. A robust optical and structural design helps maintain measurement stability and reduce maintenance workload.
Long-term continuous operation
Coal mine monitoring systems operate continuously. The MH-T8041A is developed for stable long-term operation, supporting fixed monitoring points and safety linkage systems.
Intrinsic Safety and Explosion-Protected Design
Mining gas detection equipment must meet strict explosion-protection requirements.
The MH-T8041A is developed according to the requirements of GB/T 3836.1-2021 Explosive atmospheres — Part 1: Equipment — General requirements and GB/T 3836.4-2021 Explosive atmospheres — Part 4: Equipment protection by intrinsic safety “i”.
It has obtained mining intrinsic safety explosion-proof certification and can be applied in environments with flammable gases of groups IIA–IIC and temperature classes T1–T6, including Zone 1 and Zone 2 applications, depending on system design and installation requirements.
For customers building underground methane detection equipment, this provides a strong foundation for compliant and reliable product development.
Typical Application Points in Coal Mine Methane Monitoring
Working face methane monitoring
The coal mining face is one of the most dynamic gas release areas. MH-T8041A can support real-time monitoring where methane concentration may fluctuate rapidly during cutting, drilling, and coal seam disturbance.
Return-air roadway monitoring
Return-air roadways collect airflow from working areas and may carry increased methane concentration. Stable methane monitoring here helps operators assess ventilation effectiveness and detect abnormal gas accumulation.
Upper corner / goaf-adjacent area monitoring
Methane can accumulate in local corners or poorly ventilated areas. Sensors in these locations must be highly reliable, as local gas concentration may differ significantly from average roadway concentration.
Gas drainage pipeline monitoring
In gas drainage systems, methane concentration monitoring helps evaluate extraction status and system safety.
Underground utility corridors and tunnels
Beyond coal mines, laser methane sensors can also be used in underground corridors where methane leakage or accumulation needs continuous monitoring.
MH-T8041A Value for Equipment Manufacturers
For manufacturers developing mining gas detectors or monitoring systems, MH-T8041A provides a sensor core designed around real underground challenges.
| Requirement | MH-T8041A Value |
|---|---|
| Methane selectivity | TDLAS laser absorption technology for CH₄ detection |
| Complex gas environment | Reduces interference from non-target gases |
| High humidity | Design reduces impact of water vapor condensation |
| High dust | Structural design supports stable operation in dusty environments |
| Long-term monitoring | Suitable for continuous fixed-point detection |
| Mine safety equipment | Designed according to explosion-protection requirements |
| System integration | Suitable for methane detectors and monitoring platforms |
From Single Detection to Intelligent Mine Safety
Modern coal mine safety is moving toward digital, intelligent, and networked monitoring. Methane sensors are no longer isolated components. They are part of a full safety system that may include:
- ventilation control
- gas alarm linkage
- power-off protection
- personnel evacuation warning
- central monitoring platforms
- historical data recording
- intelligent risk analysis
A high-reliability methane sensor provides the data foundation for these safety functions. When methane concentration rises, the system must detect it quickly, judge risk accurately, and trigger the correct response.
The MH-T8041A is designed to serve this role as a core sensing component for intelligent mine gas monitoring.
FAQ
What is a mining laser methane sensor?
A mining laser methane sensor is a methane detection module designed for underground mine environments. It uses laser absorption technology to detect CH₄ concentration with high selectivity and stability.
What does TDLAS mean?
TDLAS stands for Tunable Diode Laser Absorption Spectroscopy. It detects gas concentration by measuring the absorption of laser light at specific wavelengths by target gas molecules.
Why is methane dangerous in coal mines?
Methane can form explosive mixtures with air. Its lower explosive limit is about 5% by volume and its upper explosive limit is about 15% by volume.
Why is laser methane detection suitable for coal mines?
Laser methane detection offers strong methane selectivity, reduced cross-interference, stable measurement, and better suitability for harsh underground conditions such as humidity, dust, and mixed gases.
Can MH-T8041A be used in underground tunnels and utility corridors?
Yes. In addition to coal mine methane monitoring, it can also support methane detection in underground tunnels, pipe corridors, and other confined underground environments where methane accumulation risk exists.
What makes MH-T8041A suitable for mining safety equipment?
It is designed for methane selectivity, humidity and dust resistance, long-term stability, and explosion-protection requirements, making it suitable as a sensing core for mining methane detectors and monitoring systems.
Conclusion: A Reliable Methane Sensor Is a Safety Lifeline
Every coal mine gas accident reminds us of one fact: methane monitoring cannot tolerate compromise.
A trustworthy methane detection sensor is one of the most important safety lines in coal mine production. It must work accurately in high humidity, high dust, complex gas mixtures, and long-term underground operation.
The MH-T8041A mining laser methane sensor is built for this mission. With TDLAS laser absorption technology, strong methane selectivity, stable optical design, and intrinsic safety certification, it provides a reliable sensing core for coal mine methane monitoring and intelligent safety systems.
We will continue to rely on independent development of lasers, detectors, and sensor modules to provide customers with accurate, reliable, and controllable methane detection solutions—supporting safer, more efficient, and more intelligent coal mine operation.